






产品分类 更多>>



英标H型钢材料:
正是基于产品升级的增效贡献,河北钢铁集团2014年实现了11亿元利润,2015年一季度继续保持了良好的盈利势头。未来我国钢铁企业应继续将产品升级作为企业优先战略,但在产品升级时管理部门需要做好统筹协调工作,引导企业走差异化发展道路,避免反复陷入升级再过剩泥潭。在产品升级方向上,我国钢铁企业一方面需要以新技术、新工艺提高建筑、机械、轻工、造船等行业用钢的产品质量、档次和稳定性,更好满足传统用户需求;另一方面应加快研发生产汽车板、硅钢、轴承钢、齿轮钢、海工用钢、核电用钢等重点高端产品,努力开拓新用户、新市场,在以进口替代满足高端钢产品国内需求的基础上,经济寻求向市场输出高端产品。
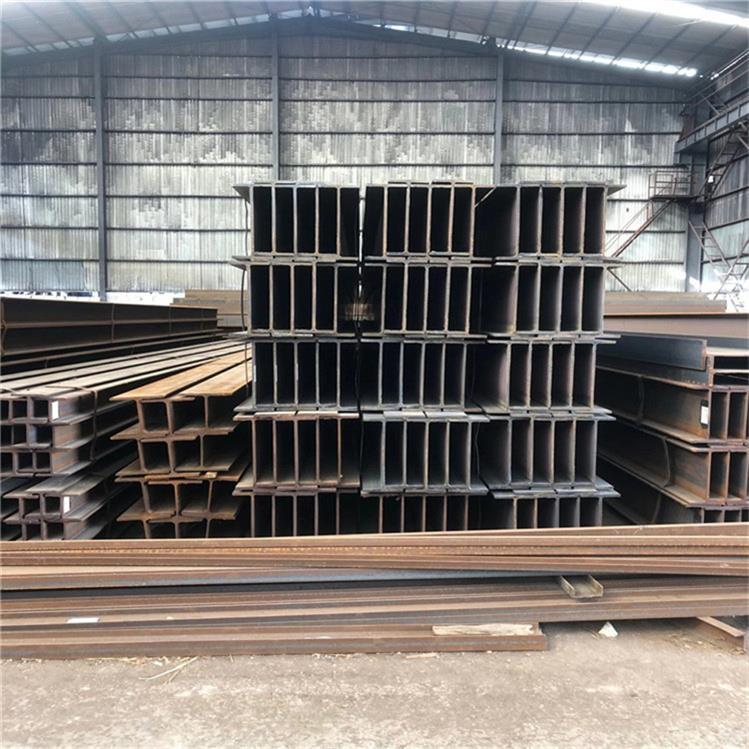
一、UC356*368*153英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢普通低合金钢除具有良好的机械性能外,还具有耐中温、耐低温、耐磨、耐腐蚀等特殊性能,从而在很大程度上改变了化工、石油、船舶、锅炉、车辆、桥梁、铁道、建筑、矿山等方面用钢的面貌,为一些工业部门进行设计提供了物质基础,也为一些工业生产进一步向高温、高压、高速发展,进一步化和革新生产工艺创造了条件。
二、UC356*368*153英标H型钢热扎工艺手段:3、制作汽车、拖拉机、工程起重机械、小型轻工民用机械的冲压和结构件。浇筑的有效进行是确保型钢混凝土结构的重点所在,在实际的施工中,浇筑工作进行相对比较困难的部分主要有梁柱节点、凹角处以及交界处,对这几部分的振捣也是比较困难的,如果在前期不能做好准备工作,势必就会使浇筑工作的质量受到影响。如果在实际的施工中,这一部分出现问题,不仅仅会造成型钢混凝土结构本身的质量问题,同时还会对最终的建筑施工的整体效果造成影响,所以,在实际的施工过程中必须对混凝土的密实性引起高度的重视。

四、UC标H型钢规格型号表:
钢铁冶金:对于搭接、点焊或铆接的铝合金组合件,对于在阳极氧化过程中易形成气袋不易排除的铝合金制件,从质量考虑,一般不允许采用硫酸阳极氧化工艺。装挂夹具材料必须确保导电良好,一般选用硬铝合金棒,板材要保证有一定弹性和强度。拉钩宜选用铜或铜合金材料。已使用过的专用或通用工夹具如阳极氧化处理时再次使用,必须退除其表面氧化膜,确保良好接触。工夹具既要保证足够导电接触面积,又要尽量减少夹具印痕。如果接触面太小,会导致烧损熔蚀阳极氧化零件。
正是基于产品升级的增效贡献,河北钢铁集团2014年实现了11亿元利润,2015年一季度继续保持了良好的盈利势头。未来我国钢铁企业应继续将产品升级作为企业优先战略,但在产品升级时管理部门需要做好统筹协调工作,引导企业走差异化发展道路,避免反复陷入升级再过剩泥潭。在产品升级方向上,我国钢铁企业一方面需要以新技术、新工艺提高建筑、机械、轻工、造船等行业用钢的产品质量、档次和稳定性,更好满足传统用户需求;另一方面应加快研发生产汽车板、硅钢、轴承钢、齿轮钢、海工用钢、核电用钢等重点高端产品,努力开拓新用户、新市场,在以进口替代满足高端钢产品国内需求的基础上,经济寻求向市场输出高端产品。
一、UC356*368*153英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢普通低合金钢除具有良好的机械性能外,还具有耐中温、耐低温、耐磨、耐腐蚀等特殊性能,从而在很大程度上改变了化工、石油、船舶、锅炉、车辆、桥梁、铁道、建筑、矿山等方面用钢的面貌,为一些工业部门进行设计提供了物质基础,也为一些工业生产进一步向高温、高压、高速发展,进一步化和革新生产工艺创造了条件。
二、UC356*368*153英标H型钢热扎工艺手段:3、制作汽车、拖拉机、工程起重机械、小型轻工民用机械的冲压和结构件。浇筑的有效进行是确保型钢混凝土结构的重点所在,在实际的施工中,浇筑工作进行相对比较困难的部分主要有梁柱节点、凹角处以及交界处,对这几部分的振捣也是比较困难的,如果在前期不能做好准备工作,势必就会使浇筑工作的质量受到影响。如果在实际的施工中,这一部分出现问题,不仅仅会造成型钢混凝土结构本身的质量问题,同时还会对最终的建筑施工的整体效果造成影响,所以,在实际的施工过程中必须对混凝土的密实性引起高度的重视。
四、UC标H型钢规格型号表:
钢铁冶金:对于搭接、点焊或铆接的铝合金组合件,对于在阳极氧化过程中易形成气袋不易排除的铝合金制件,从质量考虑,一般不允许采用硫酸阳极氧化工艺。装挂夹具材料必须确保导电良好,一般选用硬铝合金棒,板材要保证有一定弹性和强度。拉钩宜选用铜或铜合金材料。已使用过的专用或通用工夹具如阳极氧化处理时再次使用,必须退除其表面氧化膜,确保良好接触。工夹具既要保证足够导电接触面积,又要尽量减少夹具印痕。如果接触面太小,会导致烧损熔蚀阳极氧化零件。





















